

საინექციო ჩამოსხმის სერვისი - ჩინეთის ქარხანა, მომწოდებლები, მწარმოებლები
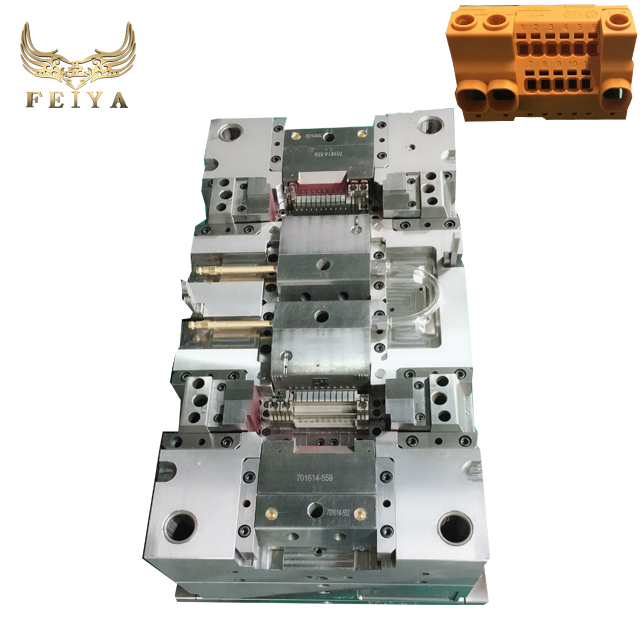
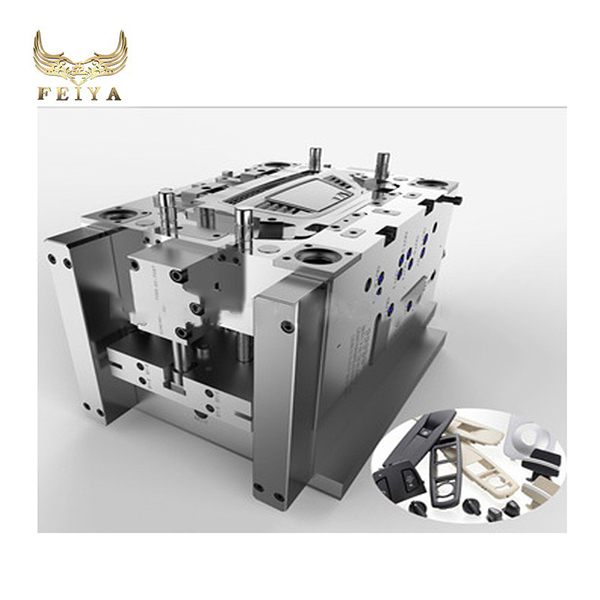
შეიძლება ჩვენი მოვალეობა იყოს თქვენი პრეფერენციების დაკმაყოფილება და წარმატებით მოგემსახუროთ. თქვენი სიამოვნება ჩვენი საუკეთესო ჯილდოა. ჩვენ მოუთმენლად ველით ერთობლივ გაფართოებას ინექციური ჩამოსხმის სერვისისთვის,საინექციო ჩამოსხმის Die დიზაინი , ჩამოსხმული კომპონენტები , საოჯახო MOLD საინექციო ჩამოსხმა ,გაზის დამხმარე ჩამოსხმა. კეთილი იყოს თქვენი მობრძანება ნებისმიერ დროს საქმიანი ურთიერთობის დამყარებისთვის. პროდუქტი მიეწოდება მთელ მსოფლიოში, როგორიცაა ევროპა, ამერიკა, ავსტრალია, ჩიკაგო, პოლონეთი, მონრეალი, კანბერა. დაჟინებით მოითხოვენ მაღალი ხარისხის თაობის ხაზის მენეჯმენტს და მომხმარებელთა ექსპერტთა დახმარებას, ჩვენ ახლა შევქმენით ჩვენი რეზოლუცია, რათა მივაწოდოთ ჩვენს მყიდველებს. დაწყებული თანხის მიღებით და მხოლოდ მომსახურების შემდეგ პრაქტიკული გამოცდილება. ჩვენს მყიდველებთან გაბატონებული მეგობრული ურთიერთობების შენარჩუნებით, ჩვენ მუდმივად ვნერგავთ გადაწყვეტილებების სიებს, რათა დავაკმაყოფილოთ სრულიად ახალი მოთხოვნები და დავიცვათ მალტის ბაზრის უახლესი განვითარება. ჩვენ მზად ვიყავით შეგვექმნა საზრუნავი და გავაუმჯობესოთ საერთაშორისო ვაჭრობის ყველა შესაძლებლობა.
დაკავშირებული პროდუქტები








ყველაზე გაყიდვადი პროდუქტები










- დაკავშირებული ბლოგი
- მიმოხილვები
